СБОРКА
1. Если снималась направляющая втулка клапана, установите ее.
Внимание: Замените ее направляющей увеличенного ремонтного размера (на 0,2 мм).
а. Выполните развертку отверстия под направляющую втулку клапана в головке цилиндров при помощи развертки (подходящий специнструмент) (А).
Диаметр отверстия под направляющую втулку клапана (увеличенного на 0,2 мм ремонтного размера): См. ниже раздел «Технические данные и спецификации».
b. Нагрейте головку цилиндров до 110-130*С, погрузив ее в горячее масло (А).

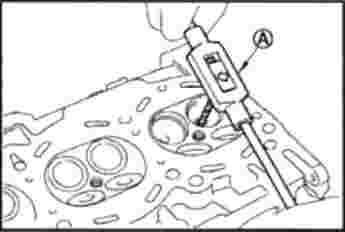
с. При помощи выколотки (подходящий специнструмент) запрессуйте направляющую втулку клапана (1) со стороны распредвала, руководствуясь размерами, показанными на рисунке.

Выступ «Н»: См. ниже раздел «Технические данные и спецификации».
Внимание: Головка цилиндров (2) горячая. Чтобы не обжечься при проведении работ, наденьте защитную одежду.
d. При помощи развертки (при помощи специнструмента) (А) выполните доводку поверхности направляющей втулки клапана.
Стандарт: См. ниже раздел «Технические данные и спецификации».
2. Если снималось седло клапана, установите его.

Внимание: Замените его седлом клапана увеличенного ремонтного размера (на 0,5 мм).
а. Выполните развертку выемки (а) в головке цилиндров под седло клапана ремонтного размера.

Увеличенный размер (на 0,5 мм): См. ниже раздел «Технические данные и спецификации».
• Выполняйте развертку концентрическими кругами к центру направляющей втулки клапана. Это обеспечит правильную посадку седла клапана.
b. Нагрейте головку цилиндров до 110-130"С, погрузив ее в горячее масло (А).

с. Хорошо охладите седла клапанов сухим льдом. Запрессуйте седла клапанов в головку цилиндров.
Внимание:
• Головка цилиндров горячая. Чтобы не обжечься при проведении работ, наденьте защитную одежду.
• Не прикасайтесь к охлажденным седлам голыми руками.
d. Доведите седло до требуемых размеров путем фрезеровки или шлифовки при помощи подходящего специнструмента.

Внимание: При обработке поверхности фрезой возьмитесь за рукоятку обеими руками. Затем прижмите фрезу к контактной поверхности по всей окружности и фрезеруйте одиночными проходами. Если прижимать инструмент неравномерно или с отрывом, седло клапана может принять ступенчатую форму.
e. Выполните притирку клапана при помощи шлифовальной пасты.
f. Проведите повторную проверку прилегания клапана. См. ниже.
3. Запрессуйте сальник клапана.
• Запрессуйте сальник клапана при помощи выколотки (специнструмент: KV10115600) (А) по размерам, указанным на рисунке.

Высота «Н»: 13,2-13,8 мм
4. Установите гнездо клапанной пружины.
5. Установите клапан.
• Устанавливайте клапаны большего диаметра со стороны впуска.
6. Установите клапанную пружину.
Примечание: Ее можно устанавливать в любом направлении.
7. Установите тарелку клапанной пружины.
8. Установите сухари.
• Сожмите клапанную пружину при помощи приспособл., приставки и переходника (специнстр.: KV10116200) (А). Поставьте сухари при помощи пальчикового магнита (В).

Внимание: При выполнении этой операции не повредите отверстия под толкатели клапанов.
• После установки компонентов клапана для обеспечения правильной посадки слегка постучите по кончику штока клапана пластиковым молотком.
9. Установите толкателиь клапана.
10. Вверните свечу зажигания при помощи ключа (подходящий специнструмент).