Основные проверки деталей и узлов двигателя
2.6.1 Основные проверки деталей и узлов двигателя
Осевой зазор коленчатого валаРадиальный зазор между вкладышами коренных подшипников и шейками коленчатого валаИзмерение диаметра шеек коленчатого валаОсевой зазор распределительного валаРадиальный зазор распределительного валаИзмерение диаметра шеек распределительного валаИзмерение внутреннего диаметра цилиндраПроверка и измерение поршнейПроверка состояния головки блока...
2.6.2 Осевой зазор коленчатого вала
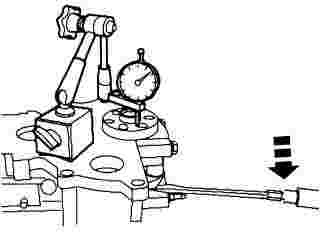 Осевой зазор коленчатого вала выставляется с помощью полуколец различной толщины. Зазор должен находиться в пределах 0,10—0,20 мм. Измеряется зазор с помощью индикатора часового типа и штатива.Измерение зазора проводите в следующей последовательности: - установите индикатор и его держатель на блок цилиндров и подготовьте к работе;Рис. 154. Измерение осевого зазора коленчатого...
Осевой зазор коленчатого вала выставляется с помощью полуколец различной толщины. Зазор должен находиться в пределах 0,10—0,20 мм. Измеряется зазор с помощью индикатора часового типа и штатива.Измерение зазора проводите в следующей последовательности: - установите индикатор и его держатель на блок цилиндров и подготовьте к работе;Рис. 154. Измерение осевого зазора коленчатого...
Осевой зазор коленчатого вала выставляется с помощью полуколец различной толщины. Зазор должен находиться в пределах 0,10—0,20 мм. Измеряется зазор с помощью индикатора часового типа и штатива.Измерение зазора проводите в следующей последовательности: - установите индикатор и его держатель на блок цилиндров и подготовьте к работе;Рис. 154. Измерение осевого зазора коленчатого...
2.6.3 Радиальный зазор между вкладышами коренных подшипников и шейками коленчатого вала
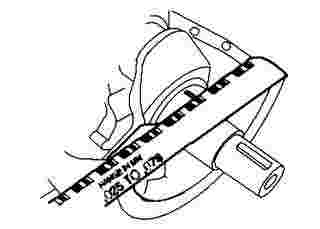 Рис. 155. Определение зазора между вкладышами коренных подшипников и шейками коленчатого валаВы можете измерить радиальный зазор между вкладышами коренных подшипников и шейками коленчатого вала специальным инструментом для измерения зазоров в подшипниках скольжения в виде пластмассовой нити (рис. 155). При этом измеряемые детали должны быть без масла.Измерение з...
Рис. 155. Определение зазора между вкладышами коренных подшипников и шейками коленчатого валаВы можете измерить радиальный зазор между вкладышами коренных подшипников и шейками коленчатого вала специальным инструментом для измерения зазоров в подшипниках скольжения в виде пластмассовой нити (рис. 155). При этом измеряемые детали должны быть без масла.Измерение з...
Рис. 155. Определение зазора между вкладышами коренных подшипников и шейками коленчатого валаВы можете измерить радиальный зазор между вкладышами коренных подшипников и шейками коленчатого вала специальным инструментом для измерения зазоров в подшипниках скольжения в виде пластмассовой нити (рис. 155). При этом измеряемые детали должны быть без масла.Измерение з...
2.6.4 Измерение диаметра шеек коленчатого вала
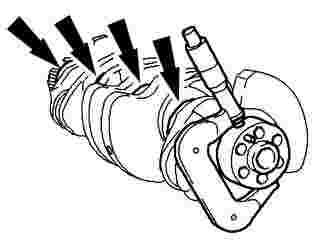 Рис. 156. Измерение шеек коленчатого валаИзмерение коренных шеек коленчатого вала производите с помощью микрометра. Измерение каждой шейки повторяйте через 90° поворота коленчатого вала (рис. 156).Овальность коренных шеек необходимо проверять в специализированной мастерской....
Рис. 156. Измерение шеек коленчатого валаИзмерение коренных шеек коленчатого вала производите с помощью микрометра. Измерение каждой шейки повторяйте через 90° поворота коленчатого вала (рис. 156).Овальность коренных шеек необходимо проверять в специализированной мастерской....
Рис. 156. Измерение шеек коленчатого валаИзмерение коренных шеек коленчатого вала производите с помощью микрометра. Измерение каждой шейки повторяйте через 90° поворота коленчатого вала (рис. 156).Овальность коренных шеек необходимо проверять в специализированной мастерской....
2.6.5 Осевой зазор распределительного вала
 Рис. 157. Измерение осевого зазора распределительного валаОсевой зазор распределительного вала измеряется с помощью индикатора часового типа и штатива. Зазор должен составлять 0,05—0,15 мм. Если на практике зазор имеет большую величину, то необходимо произвести замену вала (рис. 157)....
Рис. 157. Измерение осевого зазора распределительного валаОсевой зазор распределительного вала измеряется с помощью индикатора часового типа и штатива. Зазор должен составлять 0,05—0,15 мм. Если на практике зазор имеет большую величину, то необходимо произвести замену вала (рис. 157)....
Рис. 157. Измерение осевого зазора распределительного валаОсевой зазор распределительного вала измеряется с помощью индикатора часового типа и штатива. Зазор должен составлять 0,05—0,15 мм. Если на практике зазор имеет большую величину, то необходимо произвести замену вала (рис. 157)....
2.6.6 Радиальный зазор распределительного вала
 Перед измерением толкатели клапанов должны быть сняты, а посадочные места подшипников распределительного вала — сухими.Измерение зазора проводите в следующей последовательности:Рис. 158. Установка пластмассовой нити - установите сухой распределительный вал в головку блока и расположите отрезок пластмассовой нити на шейке распределительного вала вдоль него (рис...
Перед измерением толкатели клапанов должны быть сняты, а посадочные места подшипников распределительного вала — сухими.Измерение зазора проводите в следующей последовательности:Рис. 158. Установка пластмассовой нити - установите сухой распределительный вал в головку блока и расположите отрезок пластмассовой нити на шейке распределительного вала вдоль него (рис...
Перед измерением толкатели клапанов должны быть сняты, а посадочные места подшипников распределительного вала — сухими.Измерение зазора проводите в следующей последовательности:Рис. 158. Установка пластмассовой нити - установите сухой распределительный вал в головку блока и расположите отрезок пластмассовой нити на шейке распределительного вала вдоль него (рис...
2.6.7 Измерение диаметра шеек распределительного вала
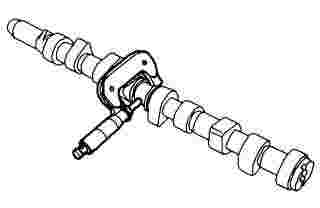 Рис. 160. Измерение диаметра шеек распределительного валаИзмерение диаметра шеек распределительного вала производится с помощью микрометра. Микрометр поочередно устанавливается на все шейки распределительного вала. Измерение диаметра каждой шейки проводите с поворотом вала на угол 90°. Если шейки сильно изношены, вал необходимо заменить (рис. 160)....
Рис. 160. Измерение диаметра шеек распределительного валаИзмерение диаметра шеек распределительного вала производится с помощью микрометра. Микрометр поочередно устанавливается на все шейки распределительного вала. Измерение диаметра каждой шейки проводите с поворотом вала на угол 90°. Если шейки сильно изношены, вал необходимо заменить (рис. 160)....
Рис. 160. Измерение диаметра шеек распределительного валаИзмерение диаметра шеек распределительного вала производится с помощью микрометра. Микрометр поочередно устанавливается на все шейки распределительного вала. Измерение диаметра каждой шейки проводите с поворотом вала на угол 90°. Если шейки сильно изношены, вал необходимо заменить (рис. 160)....
2.6.8 Измерение внутреннего диаметра цилиндра
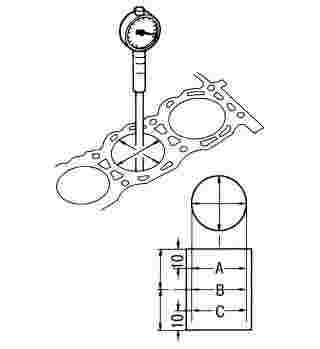 Рис. 161. Измерение диаметра цилиндраДля получения правильных значений измерений, все крышки коренных подшипников без вкладышей должны быть установлены и затянуты своими болтами с необходимым моментом затяжки. Измерение производите с помощью нутромера. Диаметр цилиндра измеряйте в различных направлениях и размерах по высоте. Так вы получите различные значения от «...
Рис. 161. Измерение диаметра цилиндраДля получения правильных значений измерений, все крышки коренных подшипников без вкладышей должны быть установлены и затянуты своими болтами с необходимым моментом затяжки. Измерение производите с помощью нутромера. Диаметр цилиндра измеряйте в различных направлениях и размерах по высоте. Так вы получите различные значения от «...
Рис. 161. Измерение диаметра цилиндраДля получения правильных значений измерений, все крышки коренных подшипников без вкладышей должны быть установлены и затянуты своими болтами с необходимым моментом затяжки. Измерение производите с помощью нутромера. Диаметр цилиндра измеряйте в различных направлениях и размерах по высоте. Так вы получите различные значения от «...
2.6.9 Проверка и измерение поршней
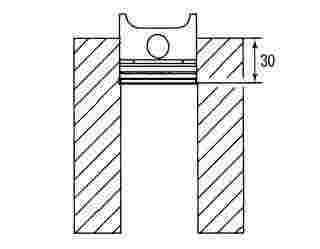 Не допускается очищать поршни наждачной бумагой или металлической щеткой.При визуальном осмотре обратите особое внимание на поверхность рубашки поршня, проточки для колец, днище поршня на наличие следов износа и рисок. Поршни и поршневые пальцы являются парными деталями. Для измерения наружного диаметра поршня вам необходим микрометр соответствующего размера. Измерение диаметра производите, пово...
Не допускается очищать поршни наждачной бумагой или металлической щеткой.При визуальном осмотре обратите особое внимание на поверхность рубашки поршня, проточки для колец, днище поршня на наличие следов износа и рисок. Поршни и поршневые пальцы являются парными деталями. Для измерения наружного диаметра поршня вам необходим микрометр соответствующего размера. Измерение диаметра производите, пово...
Не допускается очищать поршни наждачной бумагой или металлической щеткой.При визуальном осмотре обратите особое внимание на поверхность рубашки поршня, проточки для колец, днище поршня на наличие следов износа и рисок. Поршни и поршневые пальцы являются парными деталями. Для измерения наружного диаметра поршня вам необходим микрометр соответствующего размера. Измерение диаметра производите, пово...
2.6.10 Проверка состояния головки блока
Проверьте привалочные поверхности головки с помощью лекальной линейки. Очистите перед проверкой поверхность и положите линейку вдоль головки и по диагонали.Проверьте износ седел клапанов. Имейте в виду, при определенном износе они могут быть восстановлены. Лучше эту работу делать в специализированной мастерской....